エッチング加工のポータルサイト【ふしょくの道しるべ】

貴社の"ご要望"を叶える
エッチング加工会社を紹介します!
「図面の作成からサポートしてほしい」
「とにかく早く納品してほしい」
「エッチング後の二次加工も対応してほしい」
そんな“要望”はありませんか?
このサイトでは、貴社の要望に応えるエッチング加工会社をご紹介いたします。
要望・お悩みから探す
エッチング加工会社3選
お願いしたい
対応してほしい


https://www.toyo-ppm.co.jp/
- 図面が無くても
形状や厚みから見積り・設計が可能 - 50μmの薄板から2mmを超える厚みのある加工まで対応
- 協力会社との連携で設計~複合加工まで一貫して対応が可能

https://www.p1-net.co.jp/
- フォトエッチングにおいて小ロットなら最短1日で入稿~納品まで対応
- 最短2時間以内の見積りで急ぎ需要にも応える
- 手書き原稿にも対応でき、ロゴやイラストの書き起こしも依頼できる
対応できないと⾔われた

http://www.filcon-es.com/
- 大型サイズのエッチング加工にも
柔軟に対応 - 新技術・複合フィルムエッチング加工でも実績を積んでいる
- 中国をはじめ世界各地に納入実績があるため、海外納品も可能
※選定基準…Googleにて「エッチング加工」と検索した際に表示されるエッチング加工会社27社の中から、ISO9001を取得している国内生産会社をそれぞれ以下の基準で選出しています(2022年2月3日調査時点)。
・まず相談するべきエッチング加工会社…1個から製作可能で、図面の作成~複合加工まで対応している会社
・短納期対応のエッチング加工会社…最短1日の即日対応が可能な会社
・特殊素材対応のエッチング加工会社…最も対応している素材の種類数が多い会社(21種類)
“要望”が叶う
エッチング加工会社3選
なお、品質保証の観点から、国際規格の品質基準をクリアしているISO9001取得の国内生産会社の中から選定しています。
相談から依頼したい
東洋精密工業
まず相談するべき
企業である理由は?

https://www.toyo-ppm.co.jp/
試作品1つからOK!
図面作成~複合加工まで柔軟に対応
東洋精密工業では、エッチング加工を熟知した営業担当者がその場で加工仕様へのアドバイスや、図面作成サポートを行っています。
また、エッチング加工後の複合加工にも対応。切削加工やワイヤーカットの他、曲げ加工や表面処理、拡散接合等から、板厚・コスト・精度を考慮したうえで適切だと思われるものを提案しています。エッチング加工よりもほかの加工の方がお客さんの要望に応えられると思えばそのような提案も実施。
はじめてのエッチング加工の依頼で図面がない、そもそも加工方法がこれでいいのかわからないといった方はまず東洋精密工業に相談してみると良いでしょう。
「東洋精密工業」の対応素材
「東洋精密工業」の
ここにも注目!
薄い加工だけでなく
厚みのある加工にも応える
東洋精密工業では、業界内では「厚い」とされている1.5㎜を超える加工にも対応。
化学反応を用いて金属を溶かす加工であるエッチングは、加工する金属板が薄いほど精度が高くなり、厚いほどに技術が求められます。
東洋精密工業では一般的には1㎜を超えれば「厚い」といわれる業界の中で、1.5㎜を超える加工実績が多数。1971年の創業当時からエッチング事業をおこなってきた経験とノウハウがあるからこそ実現できる技術です。
エッチング加工で製作する
治具の
取引会社は100社以上
(2022年3月調査時点)
東洋精密工業は、エッチング加工を行った薄い金属板を積層して製作する治具の製作も得意としています。細かい指定や図面がなくても設計方法や加工方法を提案し、適切な加工を実施。
東洋精密工業が開発したオリジナルの金属性トレイ「CCMT」は、その技術で特許を取得済みです。チップを精度よく固定したまま搬送が可能で、「搬送中にチップがずれる」といった課題の解決に役立っています。
「東洋精密工業」の加工事例
異形メッシュ

https://www.toyo-ppm.co.jp/works/2255
材質:SUS304
厚さ:0.05㎜
加工技術:エッチング加工
厚板積層流路

https://www.toyo-ppm.co.jp/works/5502/
材質:SUS304
厚み:総厚10.5mm
加工技術:エッチング加工(外形及びハーフエッチング)+拡散接合+レーザー刻印
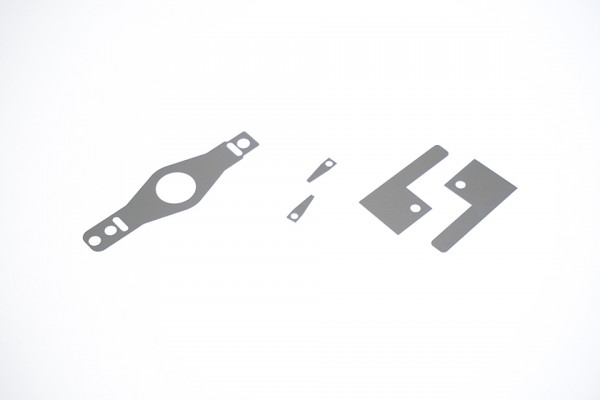
流路内蔵トレイ

https://www.toyo-ppm.co.jp/works/2246
材質:SUS304
総厚:1.3㎜
加工技術:エッチング、熱圧着
燃料電池用部品(インターコネクタ)

https://www.toyo-ppm.co.jp/works/4344/
材質:ステンレス
厚さ:1.0㎜
加工技術:エッチング加工
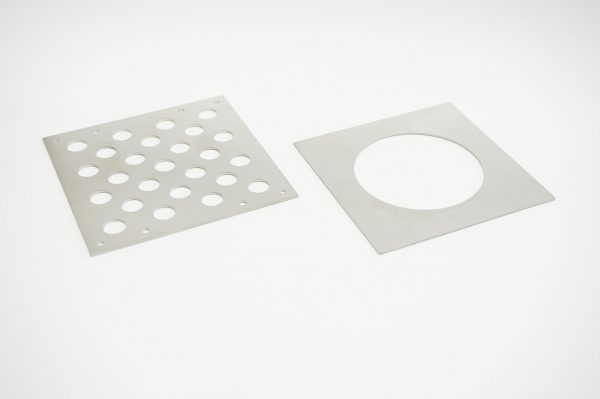
シャワー用パネル(散水板)

https://www.toyo-ppm.co.jp/works/4330/
材質:SUS304
厚み:総厚0.4mm
加工技術:エッチング加工+プレス曲げ
搬送キャリア

https://www.toyo-ppm.co.jp/works/2240/
材質:SUS304
総厚:2㎜
加工技術:エッチング、熱圧着、切削、電解研磨
「東洋精密工業」の基本情報
| 所在地 | 奈良県橿原市新堂町376-1 |
|---|---|
| 電話番号 | 0744-23-9160 |
| 問い合わせ可能時間 | 9:00~17:00 |
| 公式URL | https://www.toyo-ppm.co.jp/ |
ピーワン
短納期対応でおすすめの
企業である理由は?
https://www.p1-net.co.jp/
金型の設計や作成がなく作業時間短縮が可能!
ピーワンはフォトエッチングを行っている会社であるため、プレス加工とは異なり金型の設計や作成が必要ありません。そのため、ピーワンは入稿から原版作成・エッチング加工まで最短1日で対応できるなど短納期対応を得意としているのです。
プレス加工で必要となる金型の設計や作成が不要なので、小ロット時やパターン変更時にコストが増える心配もなく設計・作成のためのコスト・工程を削減できるのも特徴です。原版がなくても写真・イラスト・手書きのものなどでも原版から作成が可能となっており、ロゴやイラストデザインの書きおこしにも対応しているなど原版作成からエッチングまで任せられる会社です。
「ピーワン」の対応素材
「ピーワン」の
ここにも注目!
小ロットから対応可能
ピーワンは多品種・小ロットを得意としているため試作品など1つからの制作でも対応可能です。商品開発時の相談にも応じています。
バリやひずみなどがない
精密な加工が可能 /h5>
腐食による溶解加工であるフォトエッチングを行う為、バリ・カエリ・ひずみなどが発生することなく精密な加工が可能となります。また、フォトエッチングは薄板への加工に適しており、5ミクロンの薄板への加工実績もあります。
「ピーワン」の加工事例
ゴボプレート

(https://www.p1-net.co.jp/case/3021)
材質:メタルプレート
厚さ:0.1t~0.3t
技術:フォトエッチング加工
蒸着マスク
(https://www.p1-net.co.jp/case/3140)
材質:記載なし
厚さ:0.1t~0.3t
技術:エッチング加工
テンプレート
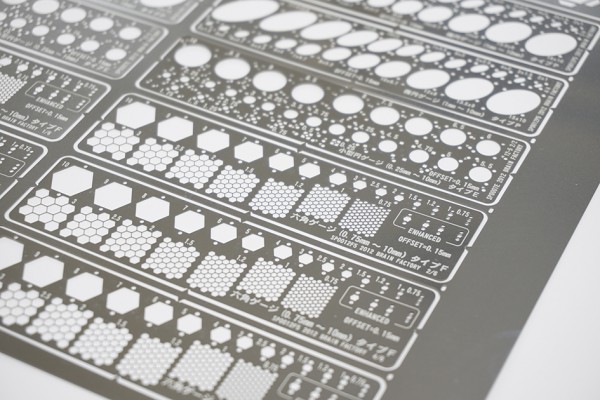
(https://www.p1-net.co.jp/case/2863)
素材:記載なし
厚さ:記載なし
技術:フォトエッチング加工
板バネ
(https://www.p1-net.co.jp/case/2954)
材質:記載なし
厚さ:0.05~1mm
技術:エッチング加工
エンコーダ
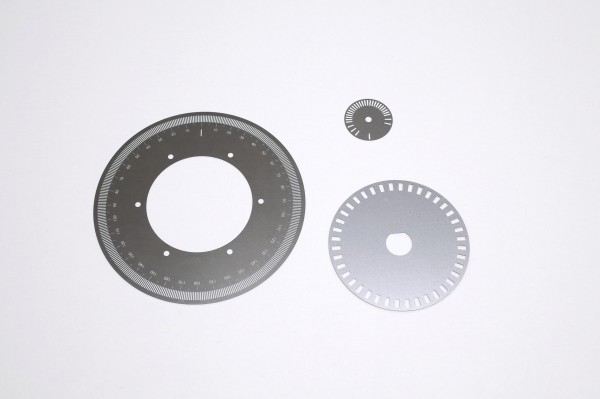
(https://www.p1-net.co.jp/case/2823)
材質:記載なし
厚さ:記載なし
技術:フォトエッチング加工
エンブレム

(https://www.p1-net.co.jp/case/2863)
素材:記載なし
厚さ:記載なし
技術:フォトエッチング加工
「ピーワン」の基本情報
| 所在地 | 大阪府大阪市東成区玉津3-11-31 |
|---|---|
| 電話番号 | 06-6977-0097 |
| 問い合わせ可能時間 | 9:00~18:00/土・日・祝日 |
| 公式URL | https://www.p1-net.co.jp/ |
日本フイルコン
特殊素材対応でおすすめの
企業である理由は?

http://www.filcon-es.com/
モリブデンやチタン等の
特殊な金属にも対応
日本フイルコンはこのサイトで紹介しているエッチング加工会社の中で、最も対応素材の種類が豊富(2022年3月調査時点)。ステンレス系や銅系など一般的な金属はもちろんモリブデン、チタン、タングステンといった特殊金属にも対応しています。
エッチング加工会社の中には「特殊な素材に対応できる機材がない」というところも少なくありません。特殊な素材なので他の加工会社に断られてしまったといった場合は、一度日本フイルコンに相談してみると良いでしょう。
「日本フイルコン」の
対応素材
「日本フイルコン」の
ここにも注目!
大型サイズのエッチング加工にも
柔軟に対応
日本フイルコンでは1,000㎜を超える大型サイズに対応する設備を用意。1,050㎜×1,750㎜に対応可能なエッチング設備も備えています。
他の会社ができない、やらないことにも積極的に取り組み、お客さんの多様なニーズに応えています。
新技術・複合フィルム
エッチング加工でも
実績を積んでいる
エレクトロニクス製品に広く適用される複合フィルムエッチング加工に対応。樹脂フィルム上の金属薄膜に微細パターンを形成する加工方法で、ディスプレイやタッチパネル、フィルムアンテナへの活用が注目されています。
日本フイルコンはプラズマテレビ用シールドメッシュ分野で既に実績を上げています。
「日本フイルコン」の
加工事例
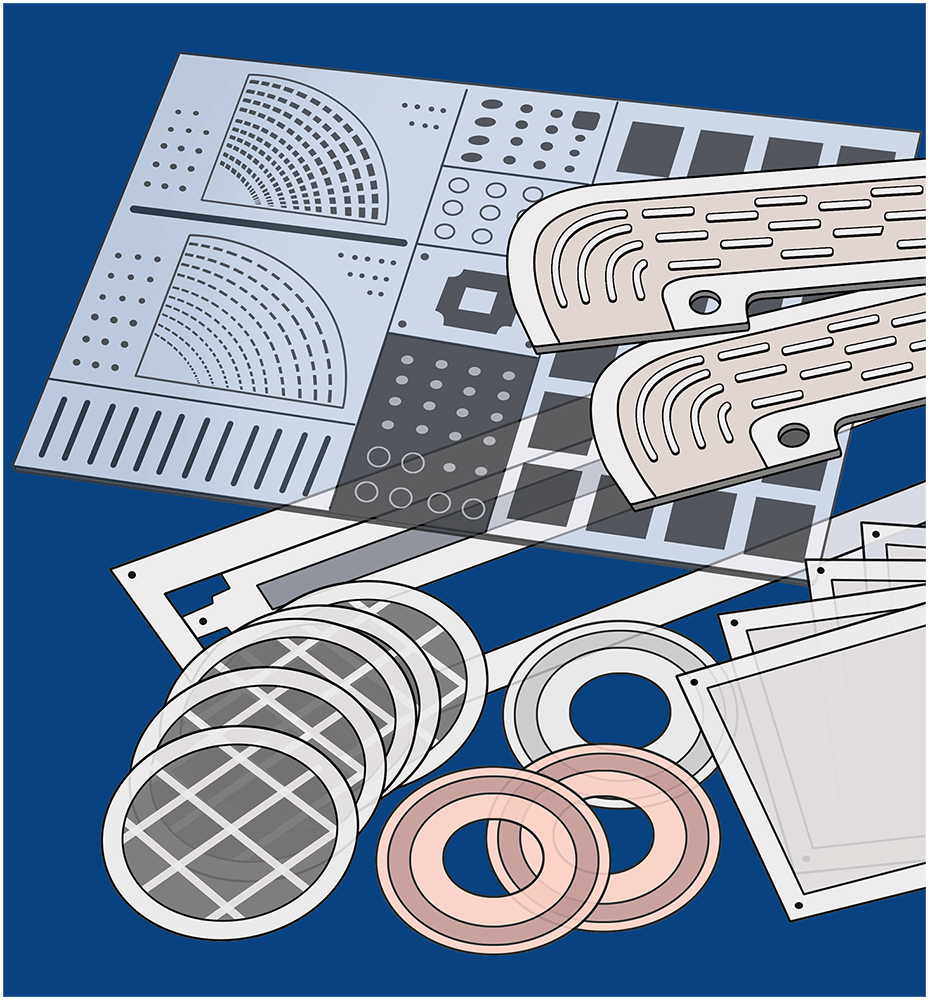
メッシュ製品
(自動車産業)
技術:エッチング加工/複合加工
(http://www.filcon-es.com/case/index.html)
エンコーダ製品
(光学製品業界)
技術:エッチング加工/表面処理
(http://www.filcon-es.com/case/index.html)
プリンター用部品
技術:エッチング加工/表面処理
(http://www.filcon-es.com/case/index.html)
「日本フイルコン」の
基本情報
| 所在地 | 東京都稲城市大丸2220 |
|---|---|
| 電話番号 | 042-377-5711 |
| 問い合わせ可能時間 | 公式HPに記載なし |
| 公式URL | http://www.filcon-es.com/ |
板厚・特徴から
エッチング加工会社を探す
ご希望の条件を選択してください。
板厚
特徴※複数選択可
あなたにおすすめなのは
〇社
東洋精密工業
50年以上続く金属エッチング専業会社。技術力はもちろんサポート対応力が強みで、営業レベルで設計や図面化支援まで可能です。
- 板厚:~0.5mm/~1mm/~2mm/2mm~
- 特徴:二次加工にも対応/治具製作にも対応/図面作成から対応
- 本社所在地:奈良県橿原市新堂町376-1
ダイイチシコウ
2015年から新規事業としてエッチング加工事業を始めた会社。加工を行っている鹿児島工場では多くの機器を導入し、多品種・少量生産・短納期で依頼に対応しています。
- 板厚:~0.5mm
- 特徴:-
- 本社所在地:東京都世田谷区北沢3丁目14番15号
メルテック
フォトエッチング加工メインの金属加工会社。エッチング後の表面処理や曲げ、プレス加工など複合加工や二次加工にも対応します。
- 板厚:~0.5mm
- 特徴:二次加工にも対応/治具製作にも対応/海外納品も可能/図面作成から対応
- 本社所在地:千葉県流山市流山1038
平井精密工業
1967年創業の大手フォトエッチング加工専業会社。1,000社以上の取引先があり、100万個単位の量産品も対応します。
- 板厚:~0.5mm/~1mm/~2mm/2mm~
- 特徴:二次加工にも対応/治具製作にも対応
- 本社所在地:大阪府大阪市北区天満橋3-4-34
ピーワン
写真製版業を主体とした印刷会社。そのノウハウをエッチング加工の原版作成に生かし、絵柄入りのノベルティグッズも製作します。
- 板厚:~0.5mm/~1mm
- 特徴:二次加工にも対応/治具製作にも対応/海外納品も可能/図面作成から対応
- 本社所在地:大阪府大阪市東成区玉津3-11-31
ケミカルプリント
1965年設立のエッチング加工専門会社。一般的な工業製品エッチング加工以外に2段彫り製品やアート作品にも対応します。
- 板厚:~0.5mm/~1mm/~2mm
- 特徴:二次加工にも対応
- 本社所在地:東京都青梅市新町8-1-2
日本フイルコン
エッチング加工では40年の歴史がある上場企業。電子業界中心に多角的に事業展開し、複合フィルムエッチング加工も行っています。
- 板厚:~0.5mm/~1mm/~2mm/2mm~
- 特徴:二次加工にも対応/治具製作にも対応/海外納品も可能
- 本社所在地:東京都稲城市大丸2220
こだま製作所
精密板金・溶接などを行う大阪の金属加工会社。1個から大量生産まで可能でコスパ重視。一貫生産体制で顧客ニーズに応えています。
- 板厚:~0.5mm/~1mm/~2mm
- 特徴:二次加工にも対応
- 本社所在地:大阪府大阪市生野区田島6-4-6
TOPPAN
1900年創業の老舗の印刷会社。エッチング加工以外にも数多くの加工技術を持ち、表面加工、貼合加工などの二次加工にも対応します。
- 板厚:~0.5mm/~1mm/~2mm/2mm~
- 特徴:二次加工にも対応/治具製作にも対応
- 本社所在地:東京都文京区水道1-3-3
オーイーエム
関西エリアで展開する金属加工会社。フォトエッチングによる精密微細加工が得意で、スポット溶接や熱圧着、拡散接合も行います。
- 板厚:-
- 特徴:二次加工にも対応/治具製作にも対応
- 本社所在地:兵庫県伊丹市下河原1-11-32
エス・ジー・ケイ
大阪を中心に展開する金属加工会社です。一貫生産体制で、エッチング製品を主体にレーザー加工、ワイヤー加工にも対応しています。
- 板厚:-
- 特徴:二次加工にも対応/治具製作にも対応
- 本社所在地:大阪府和泉市テクノステージ3-7-1
アルファー精工
金属エッチングから電鋳、機械加工まで対応する総合加工メーカー。精密部品だけでなく排気ダクトなど大型エッチングも可能です。
- 板厚:~0.5mm/~1mm/~2mm/2mm~
- 特徴:二次加工にも対応
- 本社所在地:東京都八王子市下恩方町315-1
冨士精密工業
フォトエッチングで精密部品の製作を行う加工会社。自動車分野に注力しておりメッキ加工やステンレス黒染め加工も可能です。
- 板厚:~0.5mm/~1mm/~2mm
- 特徴:二次加工にも対応
- 本社所在地:大阪府東大阪市金岡3-22-32
コーケン化学(UPT)
フォトエッチング技術を主体とする金属加工会社。他の加工方法とも組み合わせ、自動車や各種産業向け製品などを納入しています。
- 板厚:~0.5mm/~1mm/~2mm
- 特徴:二次加工にも対応/治具製作にも対応
- 本社所在地:神奈川県横浜市金沢区福浦2-11-5
協成(UPT)
フォトエッチング加工によるエレクトロニクス・精密部品メーカー。先端技術開発センターや海外工場を開設しニーズに応えます。
- 板厚:~0.5mm/~1mm/~2mm/2mm~
- 特徴:二次加工にも対応/治具製作にも対応
- 本社所在地:東京都新宿区市谷田町2-37千代田ビル
アロン社
フォトエッチング加工会社です。自社一貫生産でメタルエッチングと拡散接合の複合やガラスベースエッチングに対応しています。
- 板厚:~0.5mm/~1mm
- 特徴:二次加工にも対応/治具製作にも対応
- 本社所在地:東京都港区芝2-5-22
大日本印刷
老舗の印刷会社です。金属の超微細加工だけでなくめっき技術と融合したケミカルエッチングやポリイミドエッチングも行っています。
- 板厚:~0.5mm
- 特徴:-
- 本社所在地:東京都新宿区市谷加賀町1-1-1
エッチング加工とは
薬品の腐食作用を利用して、金属などの材料を溶解し、成形するのがエッチング加工です。中世ヨーロッパ時代から版画などに利用されてきましたが、その加工精度の高さから、現在では電子部品・電気部品・自動車部品・医療機器など産業用精密部品にも活用されています。
COLUMN
CADで原版を作成し、金属を脱脂洗浄後にフォトレジストを貼り付けマスキング。露光でパターンを焼き付け現像。エッチング液を吹き付けてレジストを剥離し乾燥後に完成です。
COLUMN
金型が不要なので短納期かつ低コストでできること、反りやたわみがなく繊細で高精度な加工ができるのがメリット。薄板加工に向いていますが厚板の加工が苦手な面がデメリットです。
COLUMN
エッチング加工会社によって変わりますが、t=0.005㎜くらいから1㎜までが大まかな目安。1㎜を超えると可能であっても精度が落ちるため、対応しない会社もあります。
COLUMN
貫通加工せず意図的にエッチングバランスを制御し、板厚の掘り込みを50%~70%のポケット形状にする加工のこと。エッチング加工の特性を生かした方法と言えます。
COLUMN
一般的なエッチング加工と比較して生産性に優れているほか、難削材にも対応できるフォトエッチング。精密な写真技術や精密画像技術を用いたエッチング加工であり、非常に微細な加工にも対応できます。
COLUMN
エッチング加工の種類は、大きく分けてウェット加工とドライ加工の2つ。ウェット加工とドライ加工では基本的な原理やメリットが異なるため、目的に合っている加工方法を選択することが重要です。
COLUMN
エッチング加工をする上で欠かせないのが、酸性・アルカリ性の溶液であるエッチング液。金属酸化物を腐食させる働きがあることから、正しい取り扱いと、使い終わった廃液の適切な処理が必要です。
COLUMN
金属の表面層に炭素を添加する浸炭。この処理を行うことにより金属表面は硬く、内部は粘り強くなります。浸炭にはさまざまな方法がありますが、こちらの記事では3種類の浸炭方法についてまとめています。
COLUMN
現代の電子機器は小型化が進み、以前は手作業で行っていたはんだ付けでは困難になりました。そこでエッチングでメタルマスクを作製して基板を遮断することで、材料を流し込むだけでパターンを形成できます。
COLUMN
蒸着とは物質を蒸発させて薄い膜を付着させる加工方法のひとつです。製品の機能を失うことなく耐久性を高めるためには、塗装など通常の方法が適さない場合があります。そこで蒸着という方法が広い分野で使われています。
COLUMN
エッチングテーパーとはエッチングの際に金属の断面中心へと現れる「出っ張り」を指します。薬液の量などを調整することで、このテーパーの形状を変化させ、さまざまな業界で用いられるアイテムとして利用可能になります。
COLUMN
窒化とは、鋼の表面に窒素化合物の層を作ることによって、表面を硬化させるとともに優れた耐食性を持たせることができるようになります。窒化にはいくつか方法があるため、それぞれの特徴を押さえておくことが大切です。
COLUMN
超精密加工領域では、切削とエッチングによる加工が可能です。しかし両者はそれぞれ異なる特徴を持っています。どちらの加工方法にするのかを考える時、それぞれの特徴を把握することが大切です。ここでは超精密加工における切削とエッチングの使い分けについて、特徴や両者の比較を行っています。
COLUMN
3Dエッチングは、従来のエッチングでは加工が困難な曲面や立体面、円筒の内外にも施せるよう開発された技法です。歪みのない美しい加工を実現しています。特殊な金属素材にも対応可能で、短納期で大量生産ができるのもメリットです。
エッチング加工の種類




硬度も強度もある素材ですが、熱での加工がしやすい素材です。ここでは、鉄の特性や鉄のエッチング加工の特徴をまとめています。
融点が3380℃、重量は鉄の2.5倍もある素材で、自動車や家電、医療機器、半導体などに使用されています。タングステンのエッチング加工の特徴や事例を紹介しています。
レアメタルの一種であるニッケルは、ニッケル合金として使用されるほか、ニッケルメッキとしても使用され、耐腐食性が高い金属です。ここではニッケルの特徴やエッチング加工についてまとめています。
ニッケルを主成分とし、クロム・鉄・炭素などを添加した素材です。インコネルの特性やエッチング加工の特徴などを紹介しています。
ニッケルを主成分とし、モリブデン・鉄・クロムなどを添加した耐腐食性・耐熱性に優れた素材です。ここではハステロイの特徴やエッチング加工事例をまとめています。
レアメタルの一種で、硬度が高い一方で、ステンレスと変わらない加工性を持つ素材です。モリブデンの特徴や、エッチング加工の事例などを紹介します。
被加工物を硫酸・硝酸などの溶液に触れさせ、化学反応で不要な層を除去する方法です。ここではウェットエッチングについて詳しくまとめています。
液体を使用せず、高真空プラズマによってエッチングを行う方法をドライエッチングと言います。ドライエッチングの工程やメリット・デメリットを紹介します。
エッチングの反応が全ての方向に対して行われるのが等方性エッチングです。ここでは等方性エッチングのメカニズムや加工工程についてまとめました。
特定の方向にだけエッチングを行いたい場合は、異方性エッチングで加工されます。異方性エッチングのメカニズムやメリット・デメリットを紹介します。
薄板の曲げ加工
被加工物に圧力を加えて、金型に合わせて成形するのが薄板の曲げ加工です。スプリングバックを考慮した金型を設計して行う必要があります。
薄板の溶接加工
被加工物に熱や圧を加えて、複数の薄板を接合する加工方法です。熱による歪みが生まれやすいため、高い技術が求められますが、近年は熱による影響が出にくいレーザー加工も主流になっています。
薄板のブランク加工
薄板を切断したり、穴を開けたりして、必要な形に加工することをブランク加工と言います。ほとんどの部品は、このブランク加工が必要となります。
薄板のカシメ加工
塑性変形によって複数の薄板を加工する方法で、溶接加工が難しい場合に用いられます。

